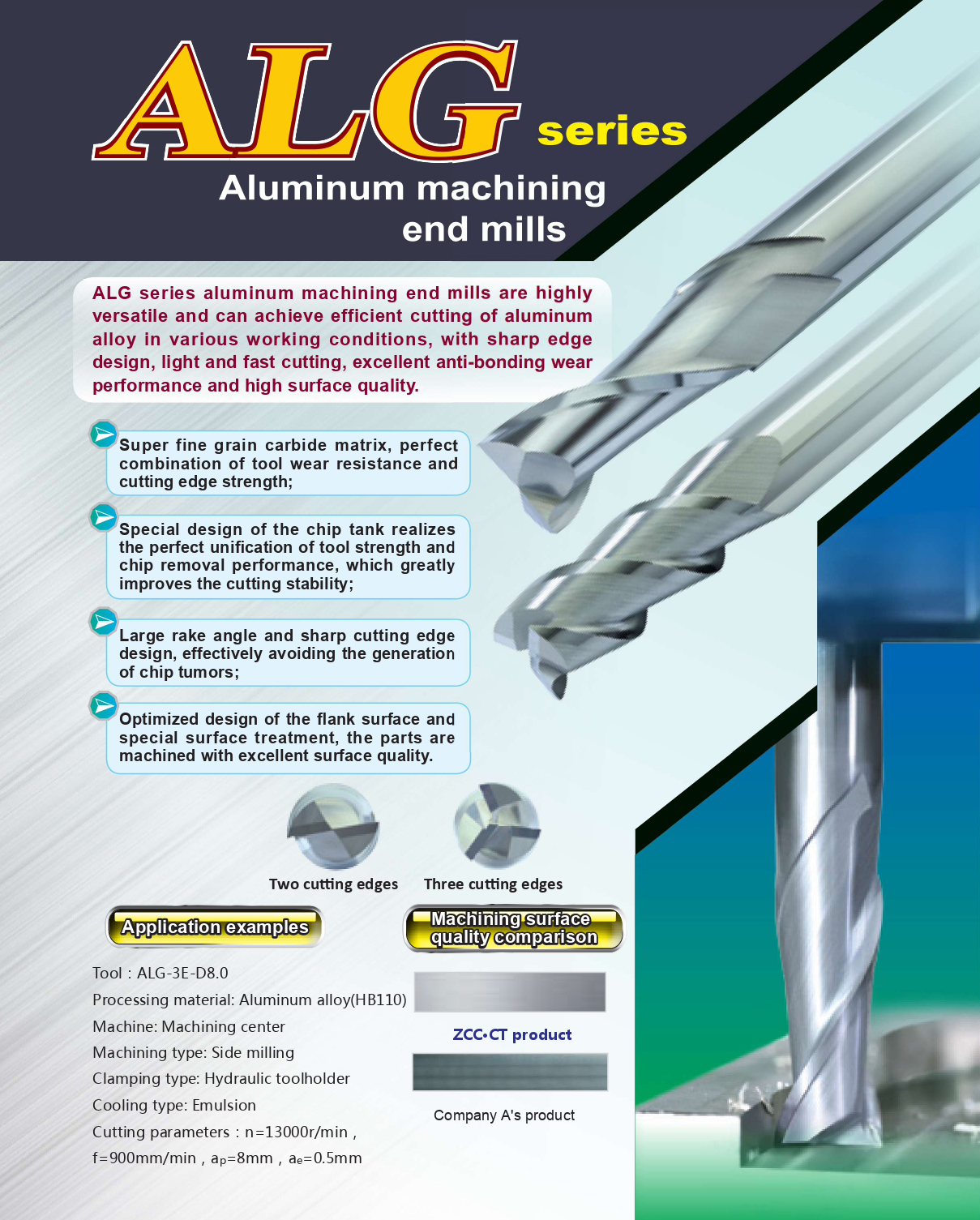
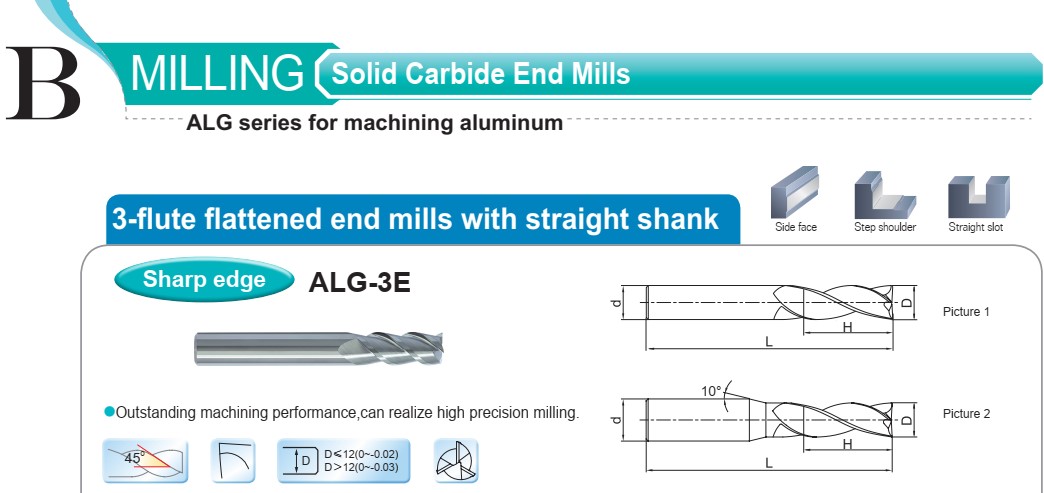
Dao phay hợp kim 3 me chuyên nhôm hiệu suất cao ZCCCT ALG-3E Series
Quy cách dao phay hợp kim 3 me chuyên nhôm hiệu suất cao ZCCCT ALG-3E Series
Vật liệu gia công dao phay hợp kim 3 me chuyên nhôm hiệu suất cao ZCCCT ALG-3E Series
Bảng vật liệu gia công ALG-3E: Rất thích hợp ◎, Thích hợp Ο
|
Workpiece material
|
| Carbon steel |
Alloy steel |
Pre-hardened steel、Hardened steel |
Stainless steel |
Cast iron, Nodular cast iron |
Copper alloy |
Aluminum alloy |
Titanium alloy |
Heat resistant alloy |
| ~40HRC |
~50HRC |
~55HRC |
~68HRC |
|
|
|
|
|
|
|
|
Ο |
◎ |
|
|
Chế độ cắt dao phay hợp kim 3 me chuyên nhôm hiệu suất cao ZCCCT ALG-3E Series
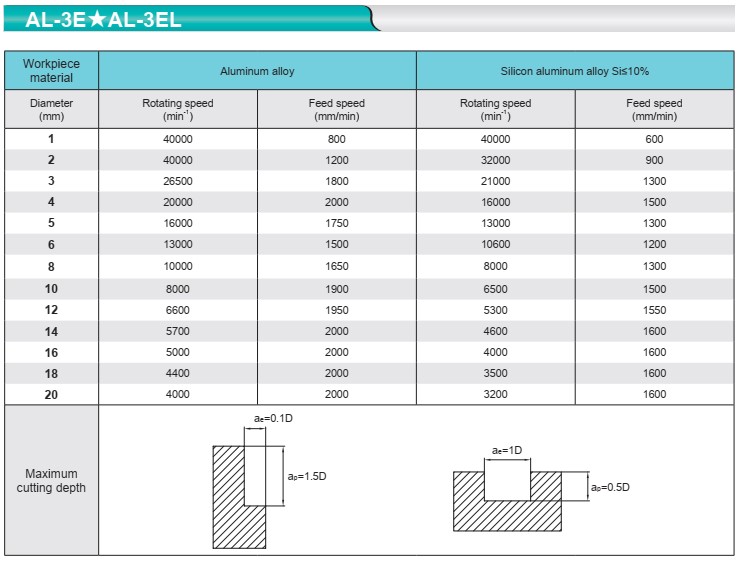
- The above table shows the reference value of side milling. The feed speed in slot milling is 70% of the reference value stated in the table.
- Please select high rigidity and precision machine and tool holder. Vibration and abnormal noise may be generated if the machine rigidity and workpiece fixture stability is low. Please reduce the rotating speed and feed speed stated above correspondingly.
- It is possible to increase the rotating speed and feed speed correspondingly if the cutting depth is low.
- Please use water-soluble cutting liquid.
- Down milling is recommended in the case of side milling.
- Make overhang of tool as short as possible in conditions of non-interference.
Vui lòng liên hệ với chúng tôi để được tư vấn thêm về thông tin sản phẩm
CÔNG TY TNHH CÔNG NGHIỆP KIM NGÂN
Đại chỉ: Số 38 DC13 Đường D15, Khu Dân Cư Việt Sing, Khu Phố 4, Phường An Phú , Thành Phố Thuận An, Tỉnh Bình Dương, Việt Nam.
Hotline: 0979540178 – 0989563455 – 0383900179
Webside: kimngan-industrial.com
Email: admin@kimngan-industrial.com









Reviews
There are no reviews yet.